Beskrivelse

Plastkompositter brukes mye i industrier som spenner over fra konsumvarer til industriell maskineri, men de har ofte begrensninger: lav mekanisk styrke krever dyre forsterkende fyllstoffer som glassfiber, høy krymping fører til dimensional ustabilt og dårlig varmebestandighet begrenser bruken i høytemperatur-miljøer. Turmalin-pulver, et kostnadseffektivt mineraltilsetningsstoff med unike forsterkende egenskaper, løser disse problemene og gjør det til et ideelt tilsetningsstoff for plastkompositter som brukes i injeksjonsmoldingsprosesser.
Forklaringen av forsterkningsmekanismen til turmalin-pulver i plastkompositter ligger i partikkelstrukturen og grensesjekkbindingen. I motsetning til kuleformede fyllstoffer som gir minimal mekanisk støtte, har turmalinpartikler en uregelmessig, kantet form som skaper mekanisk låsing med polymermatrisen (f.eks. polyetylen, polypropylen eller ABS). Denne låsing øker komposittens strekkfasthet og bølgestivhet ved å distribuere spenningene over fyllstoff-polymer-nettverket. Tester viser at ved å tilsette 15–20 % turmalin-pulver til polypropylen (PP)-kompositter øker strekkfastheten med 25–35 % (fra 30 MPa til 37–40 MPa) og bølgestivheten med 40–50 % (fra 1500 MPa til 2100–2250 MPa) – sammenlignbart med glassfiberarmert PP, men til en 30 % lavere kostnad. I tillegg forbedrer pulvrets høye aspektforhold (lengde-til-breddeforhold på 3:1 til 5:1) slagfastheten, og reduserer den sprøye naturen til upåfylte plastmaterialer. For eksempel har ABS-kompositter med 18 % turmalin-pulver en Izod-slagstyrke på 25 kJ/m², sammenlignet med 18 kJ/m² for upåfylt ABS, noe som gjør dem egnet for varige konsumentvarer som kabinett til verktøy.
Motstand mot varme er en kritisk forbedring som turmalin-pulver gir i plastkompositter. Upåfylte plastmaterialer som PP har typisk en varmeavbøyningstemperatur (HDT) på 100–110°C, noe som begrenser bruken i applikasjoner som motorromskomponenter i biler eller elektriske kabinetter. Turmalins høye termiske stabilitet (smeltepunkt >1500°C) øker imidlertid HDT for komposittene: PP med 20 % turmalin-pulver har en HDT på 135–145°C, mens ABS-kompositter med 15 % pulver når 120–130°C. Denne utvidelsen av termisk ytelse gjør det mulig å erstatte mer kostbare materialer som nylon eller polyester med plastkompositter i applikasjoner med moderate temperaturer. Pulveret reduserer også den termiske ledningsevnen til komposittet, noe som gjør det nyttig som isolasjon i elektriske komponenter – PP forsterket med turmalin har en termisk ledningsevne på 0,25 W/m·K, 15 % lavere enn upåfylt PP, noe som reduserer varmeoverføring og forbedrer energieffektiviteten.
Reduksjon av krymping er en annen viktig fordel med turmalin-pulver i sprøytestøpning. Plastkompositter krymper ofte under avkjøling, noe som fører til dimensjonale unøyaktigheter (for eksempel krølling, sprekker) som gjør delene ubrukelige. Turmalins lave varmeutvidelseskoeffisient (CTE: 5–8 × 10⁻⁶/°C) er betydelig lavere enn de fleste polymerer (PP: 150 × 10⁻⁶/°C, ABS: 90 × 10⁻⁶/°C), så bruk av pulveret reduserer komposittens totale CTE. For eksempel har PP-kompositter med 20 % turmalin-pulver en krymperate på 1,2–1,5 %, sammenlignet med 2,5–3,0 % for upåfylt PP. Denne dimensjonale stabiliteten er avgjørende for presisjonsdeler som lages ved sprøytestøpning, slik som girhjul, elektriske kontakter og innvendige autokomponenter, hvor selv 0,5 % krymping kan føre til monteringsproblemer.
Prosessingseffektiviteten forbedres ved bruk av turmalin-pulver i plastinjeksjonsmolding. Pulvrets lave fuktopptak (<0,1 % ved 25 °C, 50 % RF) eliminerer behovet for forhåndstørring, en tidskrevende prosess som kreves for fyllstoffer som talk eller kalsiumkarbonat. Dets smøreegenskaper forbedrer smeltestrømmen i injeksjonsverktøyet, noe som reduserer syklustidene med 10–15 % – for eksempel har et PP-gearhjul med 18 % turmalin-pulver en formsyklus på 45 sekunder, mot 55 sekunder for upåfylt PP. I tillegg er turmalins hardhet (Mohshardhet 7–7,5) lavere enn glassfibers (Mohshardhet 6,5–7), noe som fører til mindre slitasje på injeksjonsmoler og verktøy. Dette reduserer vedlikeholdskostnadene og forlenger utstyrslivslengden med 20–30 % sammenlignet med glassfiberarmerte kompositter.
Kompatibilitet med ulike plasttyper og tilsetningsstoffer gjør turmalin-pulver mangfoldig i bruken. Det fungerer med termoplast (PP, PE, ABS, PVC) og herdeplast (epoxy, polyester), samt med vanlige plasttilsetningsstoffer som antioksidanter, UV-stabilisatorer og fargestoffer. I motsetning til visse fyllstoffer som reagerer med flammehemmere, er turmalin kjemisk inaktiv, noe som tillater bruken i flammehemmende kompositter til elektriske anvendelser. For eksempel oppfyller turmalin-fortynt PP med et flammehemmande tilsetningsstoff UL 94 V-0-standarder, og er derfor egnet for elektriske kabinett.
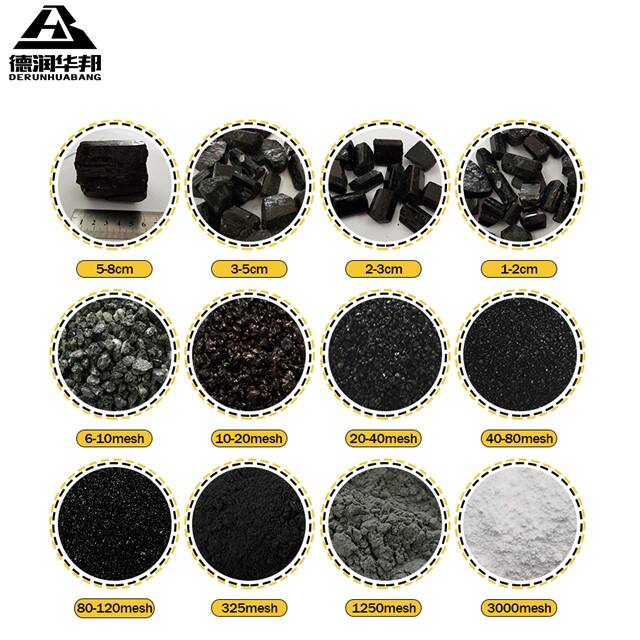
Tilpassingsmuligheter tilpasser seg mange forskjellige behov innen sprøytestøping. Leverandører tilbyr turmalin-pulver med kontrollert partikkelform: fine fraksjoner (5-10 μm) for tynnveggskomponenter (f.eks. elektroniske kontakter) for å unngå overflatefeil, og grovere fraksjoner (20-30 μm) for tykkveggskomponenter (f.eks maskinhoder) for å maksimere styrke. Overflatebehandlede fraksjoner – bestrøket med titanat eller silan-koblingsmidler – forbedrer vedheft til hydrofobe polymerer som PE, reduserer fyllstoff-agglomerering og sikrer jevn fordeling. Høyreine fraksjoner (95 %+ turmalininnhold) er ideelle for matkontaktplast (som oppfyller FDA 21 CFR 177.1520), mens kostnadseffektive fraksjoner (80-90 % innhold) egner seg for ikke-mat-relaterte anvendelser.
Praktiske bruksfall bekrefter turmalin-pullets verdi. En kinesisk produsent av konsumvarer erstattet 50 % av glassfibrene i håndtakene på vaskemiddelbokser i PP-plast med turmalin-pulver, og oppnådde samme strekkstyrke samtidig som materialkostnadene ble redusert med 25 % og verktøy-slitasjen ble redusert med 30 %. En tysk biltilbyder brukte turmalin-forsterket ABS-plast til innvendige dørpaneler, og oppnådde en 20 % reduksjon i krymping samt eliminerte bøyning, noe som tidligere førte til at 15 % av delene måtte forkastes. Disse eksemplene viser tydelige forbedringer i ytelse og kostnader, noe som gjør turmalin-pulver til et attraktivt valg for plastprodusenter globalt.
For utenlandshandelsgrossister, å fremme turmalin-pulver som fyllstoff i plastkompositt krever at man legger vekt på tekniske egenskaper, kostnadsbesparelser og prosessfordeler. Å levere tredjeparts testrapporter (f.eks. fra SGS eller ISO) som bekrefter mekanisk styrke, varmetålighet og krympingsrater bygger tillit. Det skal understrekes at det er kompatibelt med eksisterende injeksjonsmoldning prosesser – ingen behov for utstyrsmendelser – noe som reduserer barrierer for aksept. Å tilby prøvebatcher (10-20 kg) lar kunder teste fyllstoffet i egne formuleringer, mens grospriser (for ordre >1000 kg) appellerer til store produsenter.
Logistikk- og etterlevelsesstøtte er avgjørende for internasjonale salg. Turmalin-pulver bør pakkes i forseglete, fuktsikre beholdere for å forhindre klumping under frakt – 25 kg plastposer med innvendige liner er standard, mens 1-tonns løsvektsposer er tilgjengelige for store ordre. Ved å levere engelskspråklig TDS og SDS sikres etterlevelse av importregler (f.eks. EU REACH, US FDA). Ved å tilby teknisk støtte, slik som anbefalte fyllingsnivåer for spesifikke polymerer og feilsøkingsråd for fordelingsproblemer, økes kundetilfredsheten og det fremmer langsiktige partnerskap.